
In every vacuum packaging machine, the vacuum pump is the single most valuable and vulnerable component. It typically represents 30–50% of the total machine cost, and a pump replacement can easily exceed US$1,000 – but the real loss comes when your entire packaging line sits idle while you wait for repairs.
Yet many operators treat the pump as an afterthought – until the packaging machine fails to reach vacuum, seals become weak, or the line stops completely. The truth is, most pump‑related failures that disable your vacuum packaging machine are entirely preventable. A structured maintenance routine does not just protect the pump – it protects your packaging machine’s long‑term reliability, output quality, and return on investment.
This guide is written specifically for those who operate and maintain vacuum packaging machines. It provides a practical, daily‑to‑annual checklist. Follow it consistently, and your packaging machine will reward you with years of consistent, high‑quality packaging performance – because a well‑maintained pump keeps the whole machine running.
These quick checks take only minutes each day, but they prevent the majority of breakdowns that shut down your vacuum packaging machine during production.
Check oil level and condition
Verify that the oil is at the centre of the sight glass and appears clear (not milky, dark, or sludgy). Top up with the correct vacuum pump oil if low; if contaminated, schedule an immediate oil change. Clean oil is essential for your packaging machine – dirty oil reduces vacuum pulling speed and directly harms seal quality.
Monitor pump operation
Start your vacuum packaging machine and listen to the pump for abnormal noises (knocking, grinding, whining). Simultaneously, inspect for excessive vibration, visible oil leaks, or loose connections. Any deviation from normal operation signals potential wear that will soon affect your packaging machine’s cycle consistency.
Inspect the inlet filter
Remove the inlet air filter and check for clogging or debris. Clean or replace as needed. A clogged filter forces the pump to overwork – and that extra strain shortens the service life of your packaging machine’s entire vacuum system.
Change oil (especially when packaging wet/moist products)
If your vacuum packaging machine handles fresh meat, seafood, or high‑moisture items, water vapour contaminates the oil quickly. In such cases, change the oil weekly – or even more often – to protect both the pump and your packaging machine’s long‑term performance.
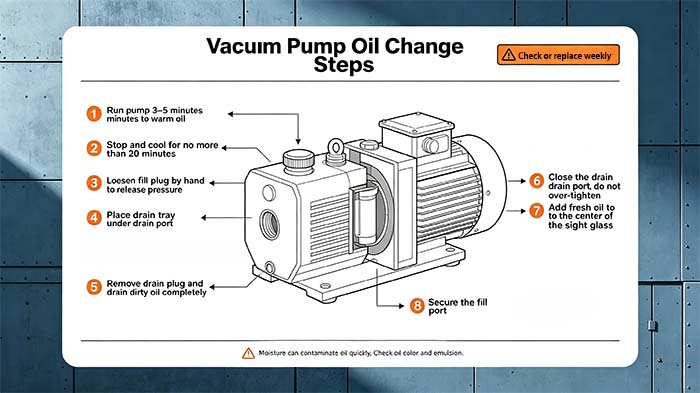
Standard oil change procedure:
Run the packaging machine for a few minutes to warm the oil.
Shut down and allow cooling for no more than 20 minutes.
Remove the oil pouring plug to release internal pressure.
Drain all old oil completely via the drain port.
Close the drain port.
Fill with fresh, correct‑grade vacuum pump oil to the centre of the sight glass.
Close the fill port securely.
Check for oil leaks
Inspect the pump area for any leakage. Even a small leak can degrade vacuum performance, causing your packaging machine to cycle longer and consume more energy – and it may eventually lead to a complete halt.
Inspect hoses and seals
Examine all hoses and seals for softening, cracks, or deformation. Heat and repeated vacuum cycles weaken them over time. Replacing a worn hose is cheap; ignoring it can cause a vacuum leak that makes your packaging machine unable to hold the required vacuum level.
Measure ultimate vacuum performance
This is one of the most important diagnostic tests for your vacuum packaging machine. A drop in ultimate vacuum is an early warning that your pump is wearing – and that your packaging machine will soon fail to achieve the desired vacuum for proper sealing.
Procedure:
Close the vacuum chamber and seal the inlet.
Run the pump for approximately 2 minutes.
Record the vacuum gauge reading.
Compare it to the pump’s baseline and manufacturer specifications.
If the ultimate vacuum has dropped by 20% or more, internal wear is likely – and that means your packaging machine’s packaging cycles will become longer, seals weaker, and overall output less reliable.
Check the coupling element
If your pump and motor are connected via a coupling, inspect the rubber/buffer elements. Worn rubbers produce a knocking sound at startup. Defective couplings can break the rotor shaft – a failure that will put your packaging machine out of action for days. Replace if any wear is visible.
Clean the motor fan and cooling fins
Overheating is one of the leading causes of pump failure – and pump failure is the leading cause of packaging machine breakdowns. Regularly remove dust from the motor and heat sink to maximise heat dissipation.
Additional overheating prevention for your packaging machine:
Ensure the machine is installed in a well‑ventilated area with sufficient clearance.
Verify that intake and exhaust vents are unobstructed.
A clean surface radiates heat far better than a dirty one – this directly extends the packaging machine’s overall service life.
Warning: Pump surface temperatures can exceed 70°C. If the pump is too hot to touch, overheating is occurring – and that will shorten the life of your packaging machine significantly.
Check the exhaust filter function
Ensure the exhaust filter is working properly. A clogged filter creates back pressure, forcing the pump to work harder and generate excess heat. That extra stress not only wears the pump faster but also reduces the vacuum consistency of your vacuum packaging machine, leading to poor seals and wasted packaging materials.
Some tasks require technical expertise and are essential to preserve your vacuum packaging machine for many years.
Replace vanes (oil pumps) or seals (dry pumps)
Rotary vane pumps experience vane wear over time. When vanes reach their minimum height, replacement is mandatory – otherwise, they can break and score the pump chamber, causing irreversible damage to your packaging machine. Annual inspection and replacement of wear parts are the foundation of long‑term machine reliability.
Clean the oil circuit and silencer
Over time, oil sludge and contaminants clog internal passages. An annual cleaning removes deposits, restores pumping efficiency, and prevents unexpected drops in vacuum that would compromise your packaging machine’s sealing performance.
Calibrate the vacuum switch
Ensure the vacuum switch or pressure sensor is accurately calibrated. Incorrect calibration leads to improper cycle timing, reduced packaging quality (e.g., weak seals), and unnecessary pump wear – all of which shorten the effective life of your vacuum packaging machine.
Complete pump service
A comprehensive annual service should include:
Replacement of wear parts
Inspection of motor, bearings, fan, and electrical connections
Inspection of all seals and gaskets for wear, cracks, or leaks
This full service is the single best investment you can make to keep your vacuum packaging machine operating like new for years.
Catching problems early can save your vacuum packaging machine from expensive downtime. Watch for these signs – they all indicate that your packaging machine’s pump is failing and will soon affect production:
| Warning Sign | What It Means for Your Packaging Machine |
|---|---|
| Vacuum performance drop of 20%+ | Internal wear – your machine will soon fail to reach the set vacuum, resulting in poor seals. |
| Oil turns black quickly after change | Severe internal wear – metal particles contaminate the oil, accelerating damage to the whole packaging system. |
| Abnormally high operating temperature | Blocked cooling or degraded oil – overheating shortens pump life and reduces your machine’s overall reliability. |
| Metal‑on‑metal grinding or rattling at startup | Worn bearings, broken vanes, or coupling failure – immediate action is needed to avoid total machine breakdown. |
| Milky or discoloured oil | Water contamination – common when packaging moist products; change oil immediately to protect your packaging machine. |
| Smoke or oil mist from exhaust | Clogged filter, overfilled oil, or worn seals – reduces vacuum quality and may contaminate the packaging environment. |
If you notice any of these, don’t wait. Ignoring them will lead to reduced efficiency, higher energy bills, complete shutdown, and far higher costs – not just for pump replacement, but for lost packaging production.
Consider a meat processing facility that runs a vacuum packaging machine 8 hours a day, 5 days a week – but never changes the pump oil.
Month 8: The pump seizes due to oil degradation.
Downtime: 3 days of lost production while waiting for a replacement pump.
Lost profit: US$5,000 from halted packaging lines.
Replacement pump cost: US$2,000.
Total loss: US$7,000 – and the machine’s overall service life is permanently shortened because the new pump may not be properly broken in.
Now consider the preventive approach:
Monthly oil changes: US$20/month.
8 months of maintenance: US$160 total.
Result: Your vacuum packaging machine continues running reliably for years, delivering consistent seals and high output.
The math is simple: preventive maintenance costs roughly 5% of a reactive replacement. A US$20 monthly oil change can prevent a US$7,000 failure – and, more importantly, it extends the useful life of your entire packaging machine, not just the pump.
In food packaging, line downtime can cost US$200–500 per hour due to vacuum loss. Each pump‑related breakdown has been estimated to cost US$8,000–9,000 when factoring in parts, labour, and production losses. Protecting the pump is protecting your packaging machine’s profitability.
Having critical spares on hand ensures your vacuum packaging machine returns to service quickly after maintenance or minor repairs.
| Part | Quantity | Why It Protects Your Packaging Machine |
|---|---|---|
| Vacuum pump oil | 2 containers | Regular changes keep the pump – and thus the whole machine – healthy. |
| Inlet air filter | 2 units | Prevents overworking the pump, maintaining machine efficiency. |
| Exhaust filter | 1 unit | Avoids back pressure and oil mist, ensuring consistent vacuum for seals. |
| Vane kit | 1 set | Timely replacement prevents chamber scoring and preserves machine vacuum performance. |
| Seal/gasket kit | 2 sets | Seals degrade from heat and chemicals – replacing them keeps your packaging machine leak‑free. |
For dry‑running pumps, stock carbon vanes, filters, and gaskets – all essential to keep your packaging machine running at peak efficiency.
No. Running with low oil is one of the fastest ways to destroy the pump – and that means destroying the heart of your vacuum packaging machine. Oil provides lubrication, sealing, and cooling. Low oil causes dry running, friction, and catastrophic failure within minutes – taking your packaging machine offline for days. If oil is below MIN, top up immediately before any further packaging cycles.
Always use the oil specified by your pump manufacturer – which is also the oil recommended for your vacuum packaging machine. Using motor oil, hydraulic fluid, or the wrong grade will lead to overheating, poor vacuum, and premature failure – compromising your machine’s packaging quality and lifespan.
Yes. Dry (oil‑free) pumps still need regular maintenance – they are not maintenance‑free. Dry pump vanes wear down at a set rate; each maintenance cycle must include vane measurement and replacement when they reach minimum height. Inlet filters, exhaust filters, and seals also require periodic inspection – all to ensure your vacuum packaging machine maintains its rated performance.
Your vacuum packaging machine is a significant investment – and its vacuum pump is the most critical subsystem. The maintenance tasks outlined above require minimal time and money, but they deliver maximum return by extending the overall service life of your packaging machine:
Daily: 5 minutes of visual checks and listening – prevents most sudden stoppages.
Weekly: 15 minutes for oil changes and leak checks – preserves vacuum consistency.
Monthly: 30 minutes for performance testing, coupling inspection, and cleaning – catches wear early.
Annually: 1 hour for vane replacement and comprehensive inspection – ensures years of reliable operation.
The bottom line: Preventive maintenance costs roughly 5% of a reactive replacement – and it protects your entire packaging machine from premature ageing, unplanned downtime, and costly repairs. A US$20 monthly oil change can prevent a US$7,000 failure that would have stopped your packaging line for days.
Don't wait for your vacuum packaging machine to fail. Start your preventive maintenance programme today – and keep your packaging line running reliably for years to come.

GET A QUOTE











